Elektrolyseringsrørsveising
Plassering av rørledningen eller hovedavløpssystemet kan ikke gjøres med et enkelt materiale. Hittil har mange metoder blitt utviklet ved hjelp av tilkoblingen av individuelle segmenter. Den mest avanserte er elektrofusjonsrørsvetsingen.
Hva er det
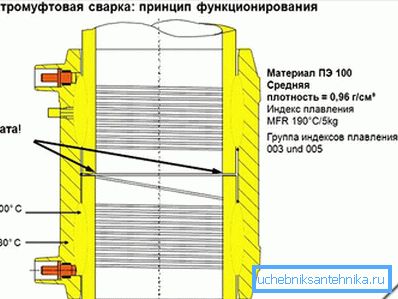
Essensen av metoden ligger i det faktum at tilkoblingsbeslaget har en elektrisk spole i den. Den kan være helt åpen, delvis begravet eller skjult. Varmeelementet har to utgående kontakter som sveisemaskinen er koblet til. Den angitte verdien av spenningen leveres i en bestemt tidsperiode. Den indre delen av kontakten og den innsatte delen av røret under påvirkning av temperatur blir flytende. Ytre veggen varmes ikke opp i en slik grad og beholder sin elastisitet, noe som får stoffet til å bevege seg nedover, som et resultat av hvilken en monolitisk struktur dannes.

Koblinger er laget av tre typer plast: polyetylen, polypropylen, polybuten. For installasjon av gassnettet brukes vanligvis bare det første alternativet.
Tips! Merking påføres armaturene, som informerer operatøren om hvilken spenning og hvilken intervall som skal brukes. Indikerer også kjøletiden til den ferdige skjøten. I tillegg er det gitt spesielle indikatorer i designet som signaliserer ferdigstillelsen av prosessen.
fordeler

Denne teknologiske metoden har mange positive aspekter:
- Under sveising reduseres ikke rørets indre diameter. Dette betyr at den kan brukes ikke bare i tilfeller der systemet har trykkhodet med konstant trykk. Drenerings- og stormsystemer er ikke noe unntak.
- Takket være en godt gjennomtenkt instrumentbasen, reduseres den menneskelige faktoren til et minimum når alle nødvendige operasjoner utføres.
- Denne metoden er mer akseptabel hvis du trenger å gripe to rør med stor diameter.
- Elektrofusjonssveising vil være uunnværlig når det er nødvendig å reparere hovedlinjen, og det er ikke mulig å forskyve rørene i horisontalplanet.
- Et hinder for artikulasjon vil heller ikke være tilfelle når begge eller en av rørene er forsterket med forsterkende inneslutninger. Ved støt sveising er det ingen garanti for en slik styrke av sømmen.
- Rør fra den syede polyetylen kobles vanligvis mekanisk. EZ sveising gir mulighet til å påvirke molekylære bindinger, og gir en søm av høy kvalitet.
- Montering av en rørledning med flere kraner kan utføres direkte på stedet, uten behov for forutgående tilkobling og installasjon av en ferdigbygget konstruksjon.
- Sparer elektrisk energi i forhold til andre typer.
- Fordelen med sveiseprodukter fra forskjellige kvaliteter av polyetylen, samt forskjellige diametre.
verktøy

For at hele prosessen skal gå greit, må du ha et bestemt verktøy med deg:
- Sveisemaskin. En unik enhet ble utviklet for denne typen sveising. Det er basert på halvlederteknologi, så det bruker en størrelsesorden mindre strøm enn sine andre kolleger. Vanligvis for slike enheter er det angitt maksimale og minimale sveisede diametre. Det er en strekkodeskanner som automatisk går inn i data om en bestemt type tilkobling, det kan også gjøres manuelt. Dataene på hvert passert felles lagres i minnet slik at operatøren eller kontrollgruppen kan få informasjon. Du kan ha en innebygd seriell eller USB-port, du kan koble en flash-enhet til sistnevnte for å overføre innstillinger eller data. Frontpanelet har vanligvis en skjerm som viser gjeldende innstillinger. Komplett med enkelte enheter er tips fra ulike seksjoner.
- Positioner. Små metallarmatur i form av en stripe som har flere klips. Dette verktøyet lar deg plassere dysene i samme plan for å utføre sveising. Det er også ment å korrigere ovaliteten. For disse formål kan en separat klemme også brukes.
- Cutter. Bruk vanligvis disk. Det er han som gjør det mulig å utføre en jevn kutt, noe som er et krav.
- Skrape. Litt håndtak med et blad. Det kan også være en armatur med flere moduler. En av dem er plassert i røret, den andre, som skjærehodet er plassert på, er forbundet og fjerner det øvre lag under rotasjon. Denne prosedyren er nødvendig for ikke å skape en grov overflate, men for å fjerne den oksyderte delen av dysen.
- Roulette eller lineal.
- Renere. Det er nødvendig å fjerne smuss og fett. Det er nødvendig å bruke spesielt designet for en bestemt type rør. Ikke bruk vanlig alkohol eller aceton.
- Marker. En vanntett hvit eller klar farge brukes til å ikke bare markere, men også noen data i stedet for pigger.
Tips! For sadelinnsatsen brukes også en spesiell øvelse, samt en hekseløkkel og en skrutrekker for klemmer.
montering

Spike prosessen er ikke veldig komplisert, men det krever litt nøyaktighet, oppmerksomhet og utholdenhet.
- Hvis det er tid før arbeid, er det tilrådelig å rette røret på 24 timer, avvik det fra bukta, dette vil bidra til å delvis korrigere ovnen.
- Det første du må gjøre er å trimme kanten av røret. For disse formål er det mulig, men ikke ønskelig, å bruke en hacksav. Rumpen er grov. Bruk en skive rør kutter, den vil gi riktig plan.
- Neste er oppslaget. Det er nødvendig å bruke linjen som monteringen skal brukes på. Fra henne lag en margin på en annen 1-2 cm og merk.
- Bruk toppskiktet ved å bruke en skraper eller mekanisk oksidrenser. For rør hvis diameter ikke overstiger 63 mm, er den 0,1 mm. Hvis ytterdiameteren er større, må du fjerne 0,2 mm.
- Nå behandles røret med løsningsmiddel og plasseres i stillingen. Det må være godt løst og korrigere ovaliteten. Monteringen skal ikke bli utsatt for bruddspenning. Posisjonsboksen må kompensere for den.
- Koblingen er satt på (den må også behandles med en innvendig løsning). Hvis rørets diameter er veldig stor, blir koblingen strakt til full størrelse. Den andre dysen leveres, og beslaget er slått ned til halvparten av dybden. Mortgage helix må være i hele området av røret for å sikre riktig legering.
- Etter tilkobling av to rør er sveisemaskinen koblet til. De nødvendige parametrene blir lest av skanneren eller tastet inn manuelt. Prosessen starter. Det er viktig å huske at kjøletiden også inkluderer en full syklus. Hvis klemmen fjernes tidlig, vil tettheten bli ødelagt.
- Når alle oppgaver er fullført, settes tid og dato, samt operatøren, på forbindelsen.
- Montering av en sadelinnsats har en lignende algoritme. Rengjøring utføres på installasjonsstedet, men ikke rundt hele omkretsen, men bare området for vedheft, som vil bli blokkert av en spiral. Etter stripping er en sadel slitt og fast klemmet. Sveising utføres. Videre, ved hjelp av et ekstra verktøy, utføres kuttet. Ved hjelp av en plugg er den tekniske åpningen stengt og en etikett påføres.
Tips! For å fjerne oksydet må du ikke bruke sandpapir eller upassende skrubber. Du skraper bare overflaten, men oppnår ikke det ønskede resultatet.
Typiske feil
I noen tilfeller er forbindelsen trykket ned. Dette kan oppdages allerede ved ferdigstillelse av en komplett installasjon. Dette skjer av følgende grunner:
- Operatøren kompenserte ikke for ovaliteten. Dette kan føre til at smeltet plast ikke fyller hele rommet.
- Skraping ble ikke gjort med en skrape. Resultatet blir at koblingen og røret ikke danner en monolitisk lodding.
- Røret var i vinkel mot beslaget. Konsekvensen vil være lekkasje av flytende plast.
- Monteringen var ikke fullt utstyrt. Mortgage spiral vil ikke smelte en tilstrekkelig mengde ledd overflate.
- Det var ingen avfetting eller etterpå rørte de på rengjøringsstedet med hendene. Tilkoblingen blir ikke stram.
For tilkobling av HDPE-rør er denne instruksjonen også aktuell. Denne metoden er mye bedre enn å bruke beslag med en mekanisk klemme som ikke gir perfekt tetthet.
video
De medfølgende videomaterialene viser den teknologiske prosessen med elektrofusjonsrørsvetsing: